歡迎訪問鄭州水工機(jī)械有限公司官方網(wǎng)站!
")
采購(gòu)")
鄭州水工焊接卷筒招標(biāo)文件
鄭州水工焊接卷筒招標(biāo)文件
一、 本次招標(biāo)內(nèi)容:
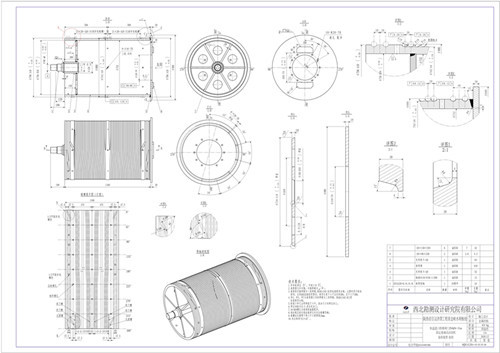
黃金峽80t門機(jī)卷筒 1件 3413 kg/件
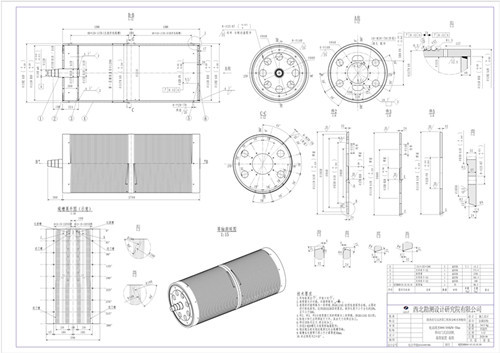
黃金峽25t固卷卷筒 6件 627 kg/件
二、 制作內(nèi)容:
按甲方提供的設(shè)計(jì)圖紙,進(jìn)行原材料采購(gòu)、鋼板卷園、組裝焊接成活、探傷、消除應(yīng)力熱處理,運(yùn)輸至甲方廠內(nèi)。
三、 技術(shù)條款:
1、設(shè)備制造所用的金屬材料必須符合施工圖樣的規(guī)定,其機(jī)械性能和化學(xué)成分必須符合現(xiàn)行的有關(guān)國(guó)家標(biāo)準(zhǔn)GB/T1591中的355B或部頒標(biāo)準(zhǔn),卷筒體材料要求一級(jí)探傷板,并應(yīng)具有出廠合格證。
2、焊條型號(hào)或焊絲代號(hào)及其焊劑必須符合施工圖樣規(guī)定,當(dāng)施工圖樣沒有規(guī)定時(shí),應(yīng)選用與母材強(qiáng)度相適應(yīng)的焊接材料,焊接材料都必須具有產(chǎn)品質(zhì)量合格證。
3、卷筒轂為鍛件,合金鋼鍛件化學(xué)成份和力學(xué)性能一般應(yīng)按JB/T6396的規(guī)定執(zhí)行,鍛件內(nèi)部質(zhì)量按Ⅰ類鍛件采用超聲波100%探傷檢測(cè),經(jīng)無(wú)損檢測(cè)合格后與卷筒組焊。
4、外圓、長(zhǎng)度及其它待加工位置留加工余量,內(nèi)孔公差小于0大于-2,焊接毛坯外圓圓柱度+0-3mm,端口對(duì)卷筒中心線垂直度不大于±2mm。
5、筒體縱、環(huán)焊縫為一類焊縫100%探傷檢查,探傷達(dá)GB/T11345Ⅰ級(jí)要求,其余焊縫均為二類焊縫,探傷達(dá)GB/T11345 Ⅱ級(jí)要求。并提供各處焊縫的探傷報(bào)告。
5、毛坯卷制過程中出現(xiàn)影響卷筒強(qiáng)度的裂紋不允許焊補(bǔ)。
6、毛坯焊后整體退火熱處理,并提供熱處理報(bào)告。
四、報(bào)價(jià)事項(xiàng):
1、報(bào)價(jià)時(shí)需注明所采購(gòu)主材的鋼廠。
2、制作費(fèi): 元/件(含13%增值稅價(jià),含送至甲方廠內(nèi)運(yùn)費(fèi))。
3、工期:合同開始執(zhí)行后 天完成。
五、報(bào)價(jià)截止日期2月22日。
報(bào)價(jià)形式:密封形式郵寄至鄭州水工機(jī)械有限公司綜合部,蘇紅收。
聯(lián)系方式:蘇紅:67238634 史田明:67238243、67238647